Working Mechanism and Industries
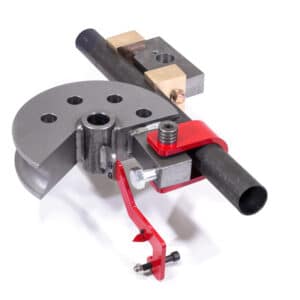
The operation of a Tube or Pipe Bender or Bending Machine is similar to a manual ratchet but on a much bigger scale. A Bender Die presses the pipe against two stationary points or a Counter Die to achieve the bend. The most popular Tube or Pipe Benders are Hydraulic Benders since they use hydraulics to make the bending process easier and more efficient.
The first step is to load the Bender Die and Counter Die onto the machine and position the material that you want to bend between the two dies. By clamping the material, you secure it properly so it won’t move and deform while bending. As soon as you start running the Bender, it’s gonna start “ratcheting” and it begins to bend the Schedule 40 Pipe. You can bend it from 1 degree to 180 degrees with ease. Each size of Schedule Pipe must have its own sets of Pipe Dies or Bender Dies Sets. For instance, if you want to achieve a radius of 4” on a 2” Schedule Pipe, you need to purchase a 2” Schedule 40 Bender Die Set, with a 180-degree bend and a 4” CLR which uses the Center Line Radius.
Here are some of the most common terms you will hear when dealing with Schedule 40 Pipe Benders:
- Arc Length: The length of material along the centerline of the tubing.
- Centerline Radius (CLR): Distance in inches from the center of curvature to the centerline axis of the tube bending or pipe bending bends. Abbreviated as CLR. (See Tube Bending and Pipe)
- Bending Diagram: Degree Angle in degrees to which the tube/pipe bends are formed (i.e., 45 degrees, 90 degrees, 180 degrees, etc.).
- Easy Way (EW): Bending of a rectangular tube with its short side in the plane of the tube or pipe bend.
- Hard Way (HW): Bending of a rectangular tube with its long side in the plane of the tube or pipe bend.
- I.D.: Inside diameter of the tube or pipe bends.
- Minimum Tangent: The minimum straight on the end of pipe bends required by the bending machine to form the bend.
- Neutral Axis: That portion of the pipe or tube that is neither in compression or tension.
- O.D.: Outside diameter in inches of the tube or pipe.
- Out of Plane: The deviation of the horizontal plane of a single pipe bend between its tangent points based on the theoretical centerline of the pipe bend.
- Ovality: The distortion or flattening of pipe or tube from its normal, round shape caused by the pipe-bending process.
- Springback: Amount of material will return after bending pressure is released.
- Tangent: The straight portion of the material on either side of the arc of bending bends. (See Tube Bending and Pipe Bending Diagrams)
- Tangent Point: The point at which the bend starts or ends. (See Tube Bending and Pipe Bending Diagrams)
- Wall: The thickness in inches of tubular pipe-bending material.
- Wrinkles: Waving or corrugation of pipe-bending bends in the inner radius.
Efficiency Tips for Schedule 40 Pipe Benders
To maximize the efficiency of your Tube and Pipe Bender when bending Schedule 40 Pipe, it is extremely important to be able to identify best practices and how to use your equipment properly for accurate and high-quality bends.
The first important aspect of bending Schedule 40 Pipe efficiently is learning and understanding how to perform the bends, how to set up the material, and when to use grease so the material doesn’t scratch. If your machine permits that, run a few dry runs to make sure the bends will work as per your desired project and results. Tube and Pipe bending is as much an art as it is a skill, requiring technicians to think in three dimensions. Turning designs on paper into physical systems is crucial to successful bends. Operators will need to accurately read prints, sometimes in CAD format, and translate them into real-world bends on the Tube and Pipe Bender machine.
Having the right Bender Dies Sets available is also a must for a successful Schedule Pipe 40 Bender technician. You can’t bend a 2” Schedule 40 Pipe with a 1” tooling set. Your radius cannot be too tight in smaller pipes, otherwise, the pipe will crush or deform and the end product will look terrible.
There is a lot that goes on in Tube and Pipe Bending and successful users learn the ins and outs of their machines, have the right knowledge to read and translate prints, and also know what tooling to have and when to use it.
Next, some safety tips and how to keep your Pipe Bender in top shape:
Safety and Maintenance Guidelines
Metalworking can be dangerous if safe and proper operating procedures are not followed. As with all machinery, there are certain hazards involved with the operation of the product. Using the machine with respect and caution will considerably lessen the possibility of personal injury. However, if normal safety precautions are overlooked or ignored, personal injury to the operator may result.
Safety equipment such as guards, hold-downs, safety glasses, dust masks and hearing
protection can reduce your potential for injury. But even the best guard won’t make up for poor judgment, carelessness, or inattention. Always use common sense and exercise caution in the workshop. If a procedure feels dangerous, don’t try it.
REMEMBER: Your personal safety is your responsibility.
- Only trained and qualified personnel can operate this machine.
- Ensure guards are in place and in proper working order before operating machinery.
- Remove any adjusting tools. Before operating the machine, ensure any adjusting tools have been removed.
- Keep the work area clean. Cluttered areas invite injuries.
- Overloading machine. By overloading the machine you may cause injury from flying parts.
- DO NOT exceed the specified machine capacities.
- Dressing material edges. Always chamfer and deburr all sharp edges.
- Do not force tools. Your machine will do a better and safer job if used as intended. DO NOT use inappropriate attachments in an attempt to exceed the machine’s rated capacity.
- Use the right tool for the job. DO NOT attempt to force a small tool or attachment to do the work of a large industrial tool. DO NOT use a tool for a purpose for which it was not intended.
- Dress appropriately. DO NOT wear loose-fitting clothing or jewelry as those can be caught in moving machine parts. Protective clothing and steel-toe shoes are recommended when using machinery. Wear a restrictive hair covering to contain long hair.
- Use eye and ear protection. Always wear ISO-approved impact safety goggles. Wear a full face shield if you are producing metal filings.
- Do not overreach. Maintain proper footing and balance at all times. DO NOT reach over or across a running machine.
- Stay alert. Watch what you are doing and use common sense. DO NOT operate any tool or machine when you are tired.
- Check for damaged parts. Before using any tool or machine, carefully check any part that appears damaged. Check for alignment and binding of moving parts that may affect proper machine operation.
- Observe work area conditions. DO NOT use machines or power tools in damp or wet locations. Do not expose yourself to rain. Keep the work area well-lit. DO NOT use electrically powered tools in the presence of flammable gases or liquids.
- Keep children away. Children must never be allowed in the work area. DO NOT let them handle machines, tools, or extension cords.
- Store idle equipment. When not in use, tools must be stored in a dry location to inhibit rust. Always lock up tools and keep them out of reach of children.
- DO NOT operate a machine if under the influence of alcohol or drugs. Read warning labels on prescriptions. If there is any doubt, DO NOT operate the machine.
- DO NOT touch live electrical components or parts.
- Turn off power before checking, cleaning, or replacing any parts.
- Be sure all equipment is properly installed and grounded according to national, state/provincial, and local codes.
- DO NOT bypass or defeat any safety interlock systems.
- Keep visitors a safe distance from the work area.
Some Maintenance Tips:
- Check daily for any unsafe conditions and fix them immediately.
- Check that all nuts and bolts are properly tightened.
- On a weekly basis clean the machine and the area around it.
- Lubricate threaded components and sliding devices.
- Apply rust-inhibitive lubricant to all non-painted surfaces.
- Gearbox: The main Planetary GearBox is lubed with 80w-90 gear lube. Check and replace the gear lube every 3 years or 200 hours of continuous use.
- Main Spindle Bearing: The only grease fitting on the bender is the main spindle bearing zerk fitting. Pump with 3-4 shots every month or 10 hours of continuous use.
Note: Proper maintenance can increase the life expectancy of your machine.